
【高效钻孔去毛刺案例】Nakanishi电主轴×XEBEC背孔刀
电主轴背孔刀去毛刺
查看详情
在不锈钢SUS304的微细深孔加工中,小孔径与大长径比(L/D=20)常导致排屑困难、刀具快速磨损、加工效率低下等难题。
本案例采用日本Nakanishi CTMF-3130 / BMF-3130-CTZ高速电主轴,搭载于CNC自动车床,针对SUS304材料进行φ1.0mm、孔深20mm的深孔钻削,实现了稳定排屑与高效切削,显著提升加工效率。
一、加工条件
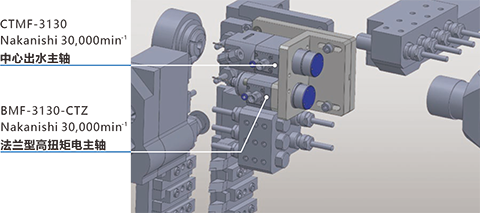
•主轴:CTMF-3130 / BMF-3130-CTZ
•机床:CNC自动车床(TSUGAMI BW128ZJ-Ⅱ)
•孔深:20mm(L/D=20,通孔)
•刀具:三菱DVAS0100X20S040(刀具直径φ1.0mm)
•导向孔:深度2mm
•工件材料:不锈钢(SUS304)
二、加工对比
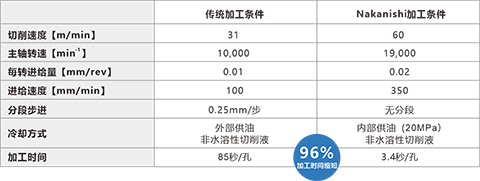
在相同加工条件下,将传统机械主轴与Nakanishi高速电主轴进行对比测试:
实测结果:
✅ 效率提升——单孔加工时间由85秒缩短至3.4秒,加工时间减少96%
✅ 排屑稳定——高压中心出油有效改善L/D=20深孔的切屑排出能力
✅ 刀具寿命优化——降低刀具磨损与折损风险,减少停机换刀时间
本案例表明,日本Nakanishi CTMF-3130 / BMF-3130-CTZ高速电主轴结合高压中心出水冷却技术,可有效提升SUS304 φ1.0mm深孔(L/D=20)钻削加工的排屑性能、加工稳定性及生产效率,适用于微细深孔及自动车床批量生产场景。