| 用途 |
|
| 特点 |
|
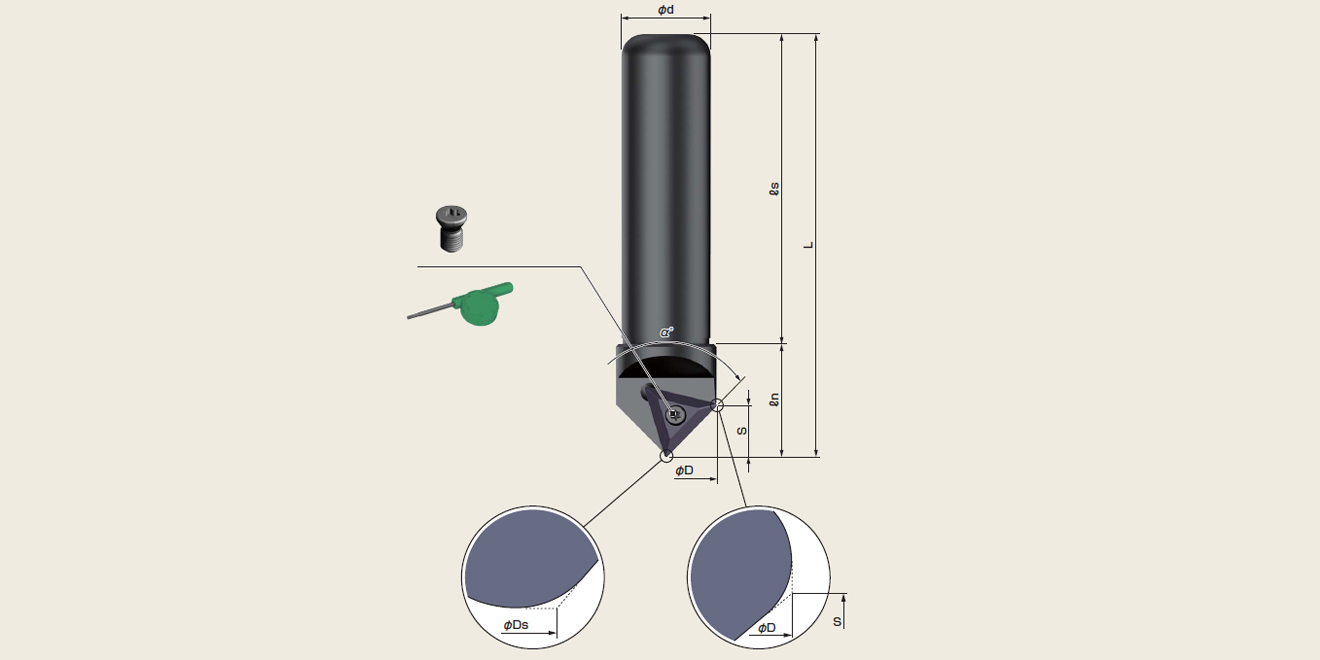
| 型号 | 刃数 | 尺寸(mm) | α° | 适配刀片 | 加工能力(mm) | Z值补偿(mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| φD | φDs | φd | L | ls | ln | S | 刃长X | 刃长Z | ||||||
| EMD2545T | 1 | 37.1 | 1.2 | 25 | 150 | 110 | 40 | 18 | 17.6 | 17.6 | 90° |
TXMT270506 ZA10N或AC16N |
φ1.6-φ36.0 | +0.5 |
| EMD3245T | 1 | 37.1 | 1.2 | 32 | 150 | 110 | 40 | 18 | 17.6 | 17.6 | 90° | φ1.6-φ36.0 | +0.5 | |
| EMD3245TL | 1 | 37.1 | 1.2 | 32 | 210 | 170 | 40 | 18 | 17.6 | 17.6 | 90° | φ1.6-φ36.0 | +0.5 | |
| EMD3230T | 1 | 45.0 | 0.9 | 32 | 150 | 110 | 40 | 12.6 | 21.3 | 21.3 | 120° | φ1.2-φ43.5 | +0.25 | |
※标准配备不含刀片,请另外购买
※标准配备含夹紧螺钉和扳手
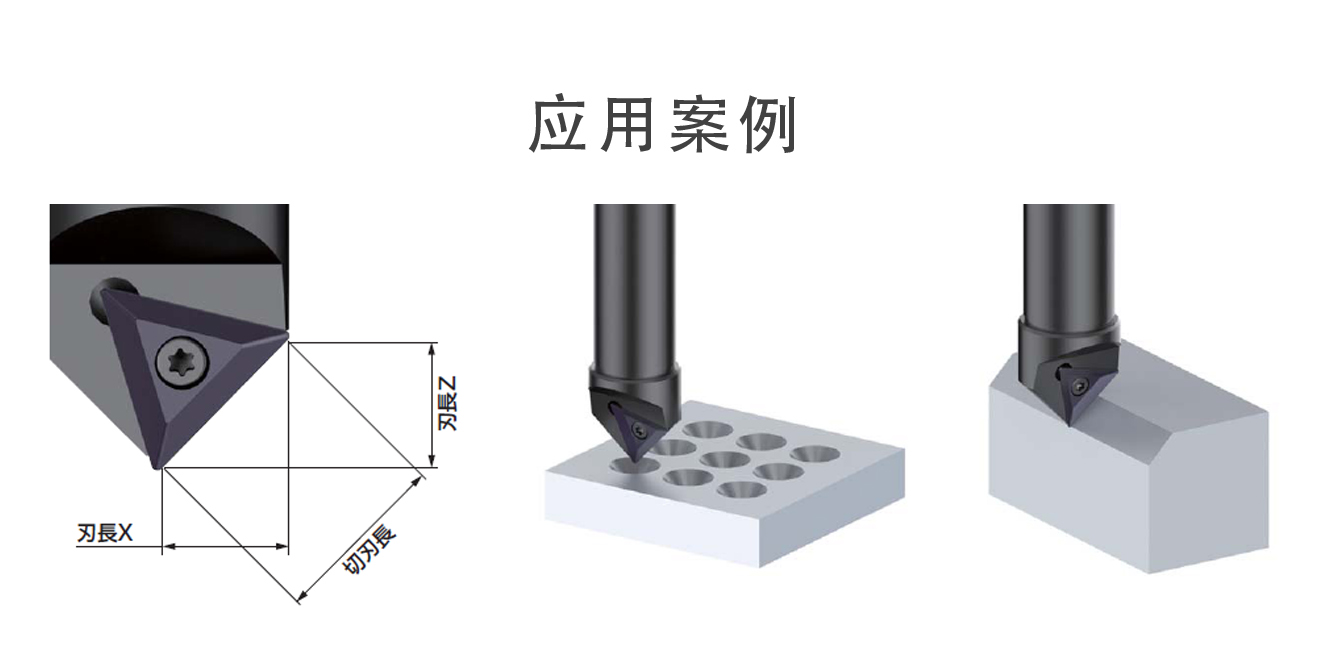
中心孔定位、锥孔倒角加工
| 材质 | 进刀量(fz) | 切削速度(m/min) | 旋转数(r.p.m.) | 切削液 | 推荐刀片 |
|---|---|---|---|---|---|
| 普通钢 | 0.02-0.08 | 90-180 | 1500 | YES |
TXMT270506 AC16N |
| 合金钢 | 0.02-0.08 | 90-180 | 1500 | YES | |
| 淬火钢HRC~45 | 0.02-0.08 | 90-180 | 1500 | YES | |
| 淬火钢HRC45~65 | - | - | - | - | - |
| 不锈钢 | 0.01-0.05 | 90-180 | 1500 | YES |
TXMT270506 AC16N |
| 铸铁 | 0.02-0.08 | 90-180 | 1500 | NO | |
| 树脂 | 0.02-0.08 | 150-300 | 3000 | YES |
TXMT270506 ZA10N |
| 铝合金 | 0.02-0.08 | 150-300 | 3000 | YES | |
| 钛合金镍合金 | - | - | - | - | - |
倒角加工
| 材质 | 进刀量(fz) | 切削速度(m/min) | 旋转数(r.p.m.) | 切削液 | 推荐刀片 |
|---|---|---|---|---|---|
| 普通钢 | 0.03-0.15 | 90-180 | 1500 | YES |
TXMT270506 AC16N |
| 合金钢 | 0.03-0.15 | 90-180 | 1500 | YES | |
| 淬火钢HRC~45 | 0.03-0.15 | 90-180 | 1500 | YES | |
| 淬火钢HRC45~65 | - | - | - | - | - |
| 不锈钢 | 0.03-0.15 | 90-180 | 1500 | YES |
TXMT270506 AC16N |
| 铸铁 | 0.03-0.15 | 90-180 | 1500 | NO | |
| 树脂 | 0.03-0.15 | 200-320 | 3000 | YES |
TXMT270506 ZA10N |
| 铝合金 | 0.03-0.15 | 200-320 | 3000 | YES | |
| 钛合金镍合金 | - | - | - | - | - |
※请根据需要使用
※请根据工件形状,夹具状态,倒角量的大小和切口位置来调节加工条件
※在切削铸件时,为了确保刀刃的耐久性,推荐采用吹气条件下加工
警告:进行不锈钢的定位孔加工时,Z值上限为-4.5mm
适配刀片
| 图片 | 型号 | 材质类型 | 使用角数 | 标准包装 |
|---|---|---|---|---|
 |
TXMT270506 | ZA10N | 3 | 12pcs/盒 |
| AC16N |

{kind=link}
{kind=link}
{kind=link}