| 用途 |
|
| 特点 |
|
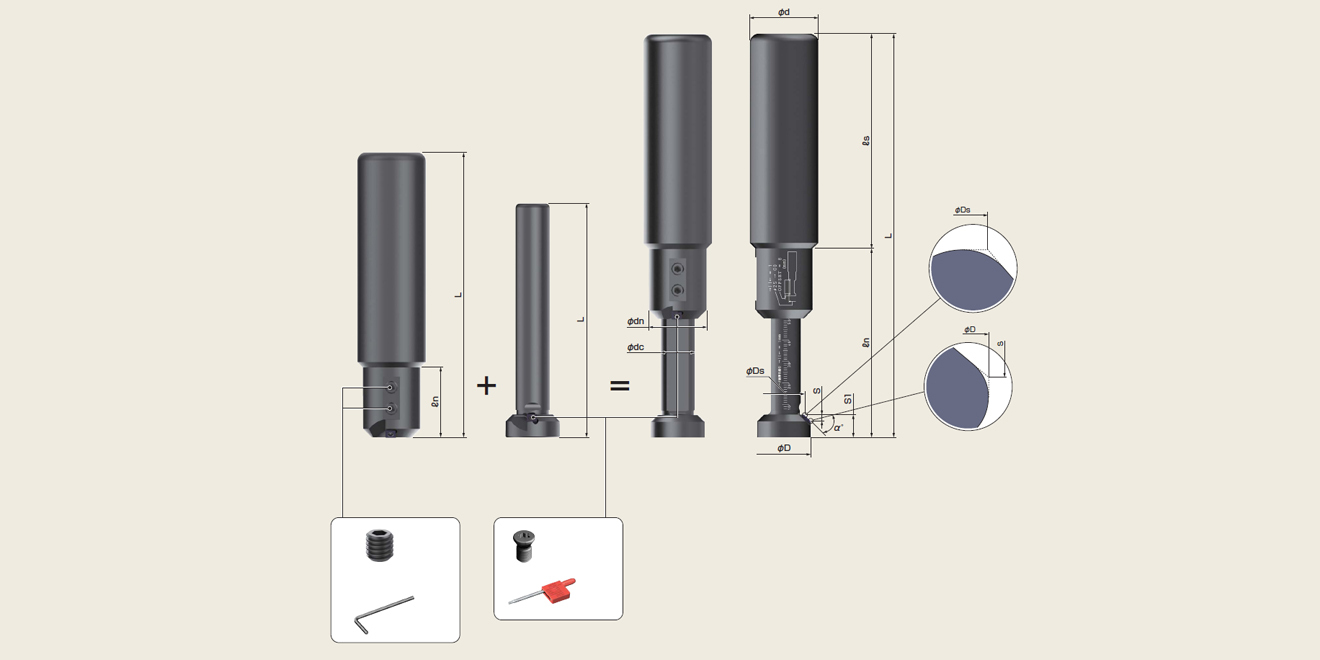
| 型号 | 刃数 | 尺寸(mm) | α° | 加工能力 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| φD | φDs | φdn | φdc | φd | L | ls | ln | S | S1 | ||||
| WNK4525S | ※2 | 26 | 19.4 | 27 | 16 | 32 | 146-188 | 100 | 46-88 | 3.3 | 10.8 | 45° |
一般设定C3倒角 (工件厚度25mm以上用C2倒角) 厚度5-55mm(刻度8mm起) |
| WNK4525S-U | 1 | - | - | - | - | - | 132.8 | - | 32.8 | - | - | - | |
| WNK4525S-L | 1 | - | - | - | - | - | 108 | - | - | - | - | ||
※标准配备不含刀片,请另外购买
※标准配备含夹紧螺钉和扳手
※UPPER和LOWER各1片刃。切削条件请按刀片数1计算
刀杆上下部位置关系设定
| 符号 | 描述 | 数值 |
|---|---|---|
| C | 倒角量 | 最大C3 |
| T | 工件厚度 | 8-50* |
| D1 | 基准加工直径 | 25 |
| OFFSET | 校正值 | 8 |
刀杆刻度范围8-50mm,最小刻度1mm;当UPPER和LOWER贴合时,T为5mm
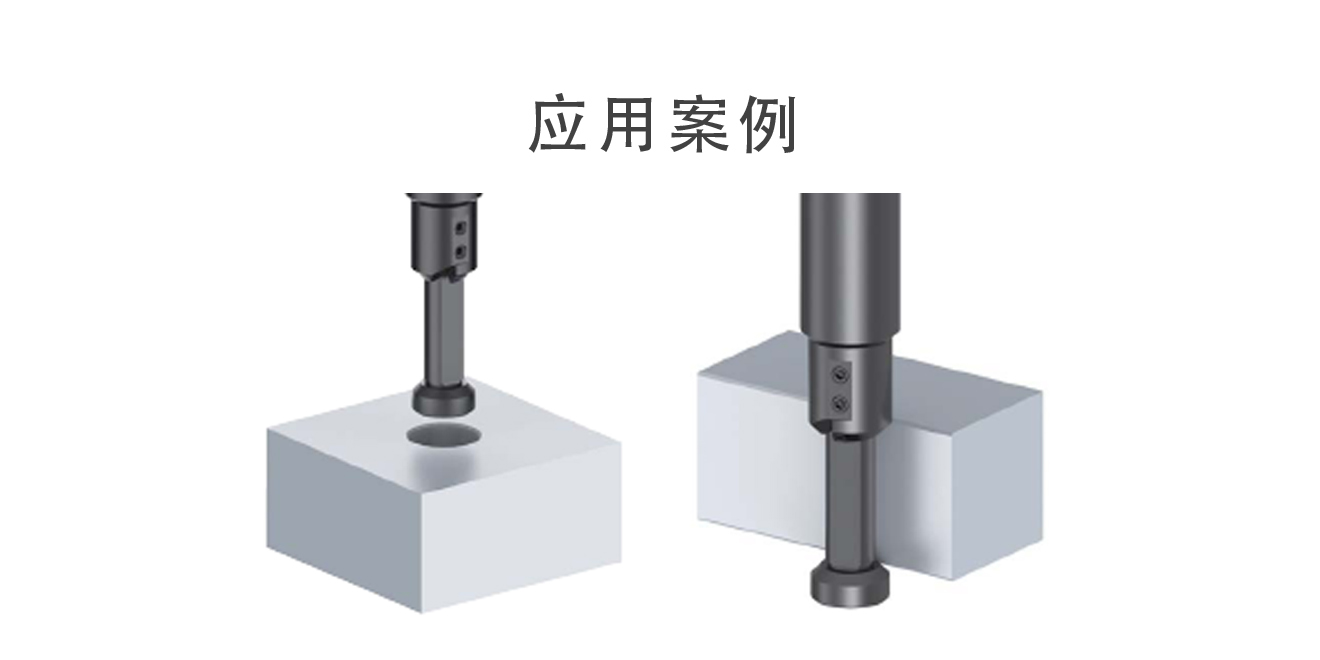
使用步骤:
1、中间轴的刻度配合工件的板厚,用2个滚筒固定
2、将刀片安装在支架上,安装在加工机上
3、从工件底部突出支架前端的OFFSET量
4、旋转支架开始倒角加工
※实际加工路径以(φD1÷2-C)计算;将支架中心从工件(φD1÷2)脱离处变成C0
倒角加工
| 材质 | 进刀量(fz) | 切削速度(m/min) | 旋转数(r.p.m.) | 切削液 | 推荐刀片 |
|---|---|---|---|---|---|
| 普通钢 | 0.08-0.2 | 100-200 | 3000 | NO |
AC16N |
| 合金钢 | 0.08-0.2 | 100-200 | 3000 | NO | |
| 淬火钢HRC~45 | 0.08-0.2 | 100-200 | 2000 | YES | |
| 淬火钢HRC45~65 | - | - | - | - | - |
| 不锈钢 | 0.08-0.2 | 100-200 | 2000 | YES |
AC16N |
| 铸铁 | 0.08-0.3 | 100-200 | 3000 | NO | |
| 树脂 | 0.08-0.3 | 250-800 | 7000 | YES |
ZA10N |
| 铝合金 | 0.08-0.3 | 250-800 | 7000 | YES | |
| 钛合金镍合金 | - | - | - | - | - |
※请根据工件形状,夹具状态,倒角量的大小和切刃位置来调节加工条件。倒角量大时,请尽量降低加工条件
适配刀片
| 图片 | 型号 | 材质类型 | 使用角数 | 标准包装 |
|---|---|---|---|---|
 |
SPEW040102 | ZA10N | 4 | 12pcs/盒 |
| AC16N |

{kind=link}
{kind=link}
{kind=link}